Modułowa Linia Produkcyjna FMS
Modułowa Linia Produkcyjna FMS
Modułowa linia jest idealnym narzędziem do nauki nowoczesnych technologii stosowanych w przemyśle 4.0. Pozwala na:
- Symulację przemysłowego procesu produkcyjnego,
- Nauczanie obsługi i programowania automatyki przemysłowej,
- Doskonalenie umiejętności pracy zespołowej i integracji systemów,
- Poznanie technologii RFID, pneumatyki, sterowania i czujników.
Linia znajduje zastosowanie w uczelniach technicznych oraz centrach szkoleniowych zajmujących się automatyką i robotyką przemysłową.
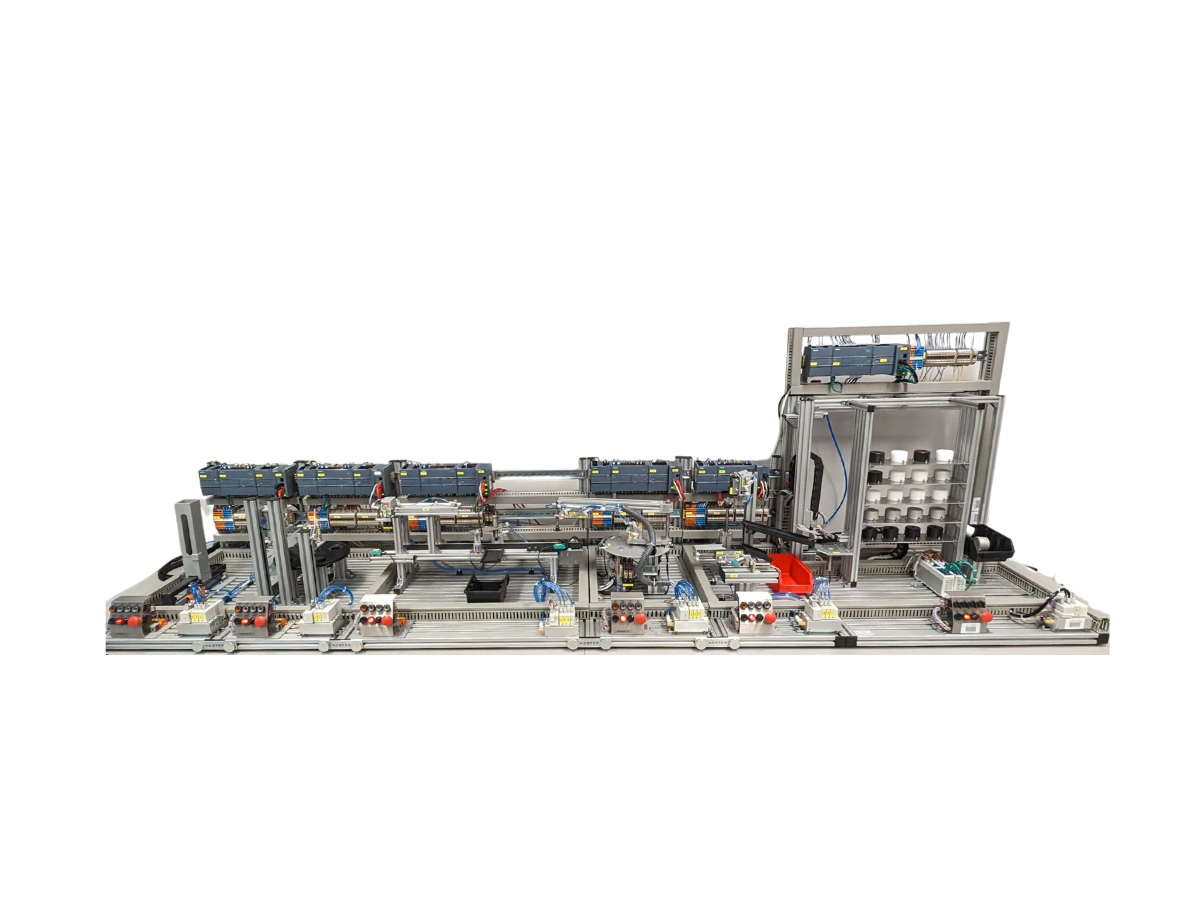
Modułowa linia reprezentuje typowy przemysłowy proces produkcyjny w rozbiciu na poszczególne etapy. Każda stacja może działać samodzielnie, dając uczniom możliwość nauki działania pojedynczego systemu w 2-3 osobowych zespołach. Zwykle pod koniec semestru wszystkie stacje są łączone, integrując całość w jeden ciąg produkcyjny. Dzięki temu rozwijane są umiejętności współpracy, wymiany informacji i pracy w grupie.
UWAGA – zdjęcia poglądowe, końcowa realizacja może różnić się szczegółami.
WYŚLIJ ZAPYTANIE
Każda stacja wyposażona jest w:
- Aluminiową profilowaną płytę (350 x 700 x 30 mm)
- Wymiary całkowite (430 x 350 x 700 mm)
- Korytka kablowe, profil H
- Jednostkę przygotowania powietrza z ciśnieniomierzem
- Blok zaworów (3 zawory, złączki, tłumik)
- Listwę przyłączeniową D-SUB
- Sterownik Siemens S7-1200 z zasilaczem Siemens
- Stację okablowaną i przetestowaną
Dodatkowe moduły dla poszczególnych stacji:
Stacja nawiercania i kontroli nawierceń
- Moduł obrotowy stołu
- Moduł wiertarki ze sterowaniem napędu
- Moduł kontroli poprawności nawierceń
Stacja manipulatora 3-osiowego
- Moduł obrotowy stołu
- Moduł poziomego suwu z prowadnicą 50 mm
- Moduł pionowego suwu z prowadnicą 50 mm, z zaciskiem ssącym
Stacja kontroli i pomiarów
- Moduł czujników (indukcyjny, optyczny, pojemnościowy)
- Moduł pionowego suwu z prowadnicą 200 mm
- Moduł poziomego suwu z prowadnicą 50 mm
Stacja sortowania
- Moduł transportowy
- Moduł czujników (indukcyjny, optyczny, pojemnościowy)
- Moduł poziomy cylinder o skoku 80 mm, spychacz
Magazyn wysokiego składowania
- Profile aluminiowe 20 mm
- Magazyn wysokiego składowania z 20 półkami
- Moduły liniowe (oś X i Y)
- Napęd 24V, przekładnia, akcesoria mechaniczne
- Cyfrowy wskaźnik położenia
Opcjonalnie każda stacja może być montowana na stoliku z kółkami.
Linia składa się z następujących stacji:
Stacja izolacji i transportu
Elementy do obróbki przechowywane są w magazynie wertykalnym (rurka opadowa). Stan magazynu kontrolowany jest za pomocą kurtyny świetlnej. Popychacz z cylindrem pneumatycznym pobiera kolejne elementy i wypycha je na określoną pozycję. Następnie elementy przekazywane są przy pomocy obrotowego przenośnika z zaciskiem ssącym do kolejnej stacji. Kąt obrotu oraz miejsce odłożenia elementu można regulować.
Stacja nawiercania i kontroli nawierceń
Element obrabiany umieszczany jest w pierwszym gnieździe stołu obrotowego. Następnie tarcza stołu obraca się o 1/4 obrotu, do pozycji symulacji nawierceń. Prędkość wiercenia może być płynnie regulowana. Po kolejnym obrocie o 1/4 kontrolowana jest poprawność wykonania nawierceń. Następnie wykonywany jest ostatni obrót o 1/4 i element umieszczany jest w pozycji umożliwiającej odbiór ze stacji.
Stacja manipulatora 3-osiowego
Obrabiany element zostaje pobrany z poprzedniej stacji lokalizacji. Moduł obrotowy wyposażony jest w czujnik Halla. Sygnały z czujnika przekazywane są do modułu sterującego silnikiem. Dokładność powtórzeń wynosi 1°. Skok poziomy oraz pionowy ramienia wynoszą 50 mm. Na końcu osi poziomej umieszczony jest regulowany zacisk ssący. Końcowa pozycja cylindrów pneumatycznych jest określana za pomocą czujników.
Stacja kontroli i pomiarów
Obrabiany element jest ustawiany na gnieździe z trzema czujnikami:
- indukcyjnym (rozpoznaje metale),
- optycznym (rozpoznaje czarne PVC),
- pojemnościowym (rozpoznaje białe PVC i inne materiały).
Po przeniesieniu do miejsca segregowania, niepożądane detale spychane są do pojemnika. Pozostałe podnoszone są cylindrem długiego skoku (200 mm), a kolejny cylinder (25 mm) przesuwa czujnik analogowy do pomiaru grubości obrabianego elementu.
Stacja sortowania
Element umieszczany jest na taśmociągu, gdzie następuje identyfikacja materiału:
- Czujnik indukcyjny wykrywa elementy metalowe i usuwa je z taśmy.
- Czujnik optyczny rozpoznaje białe elementy PVC i usuwa je z taśmy.
- Czujnik pojemnościowy rozpoznaje pozostałe materiały i przekazuje informację do sterownika.
Magazyn wysokiego składowania
Stacja pozwala na składowanie i pobieranie elementów. Magazyn składa się z 20 pozycji rozmieszczonych na 4 poziomach, co umożliwia planowanie strategii optymalnego układania elementów. Pracą systemu steruje 3-osiowy robot suwnicowy.